

以下是:性价比高的异型管经销商的产品参数性价比高的异型管经销商,恒盛信达钢铁贸易有限公司为您提供性价比高的异型管经销商产品案例,联系人:王立祥,电话:0527-88266888、18762195566,QQ:601360604,发货地:大邱庄镇陈大公路东300米发货到四川省 甘孜市 康定市、泸定县、丹巴县、九龙县、雅江县、道孚县、炉霍县、新龙县、德格县、白玉县、石渠县、色达县、理塘县、巴塘县、乡城县、稻城县、得荣县。 四川省,甘孜藏族自治州 甘孜藏族自治州是一个以藏族为主体民族的地级行政区,俗称康巴地区或康区,是中国第二大藏区——康巴的主体和腹心地带。是新中国成立后建立的一个专区级民族自治地区。其州府所在地康定,是一座历史悠久的高原名城,是全州政治、经济、文化的中心。甘孜地区是以藏族为主的多民族聚居区,行成大杂居、小聚居的分布特点,民风淳朴而独特。特产主要有巴塘南区辣椒、稻城藏香猪、得荣树椒、九龙花椒、康定芫根、炉霍雪域俄色茶、泸定红樱桃、乡城藏鸡乡城藏鸡蛋等。
性价比高的异型管经销商的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。以下是:性价比高的异型管经销商的图文介绍
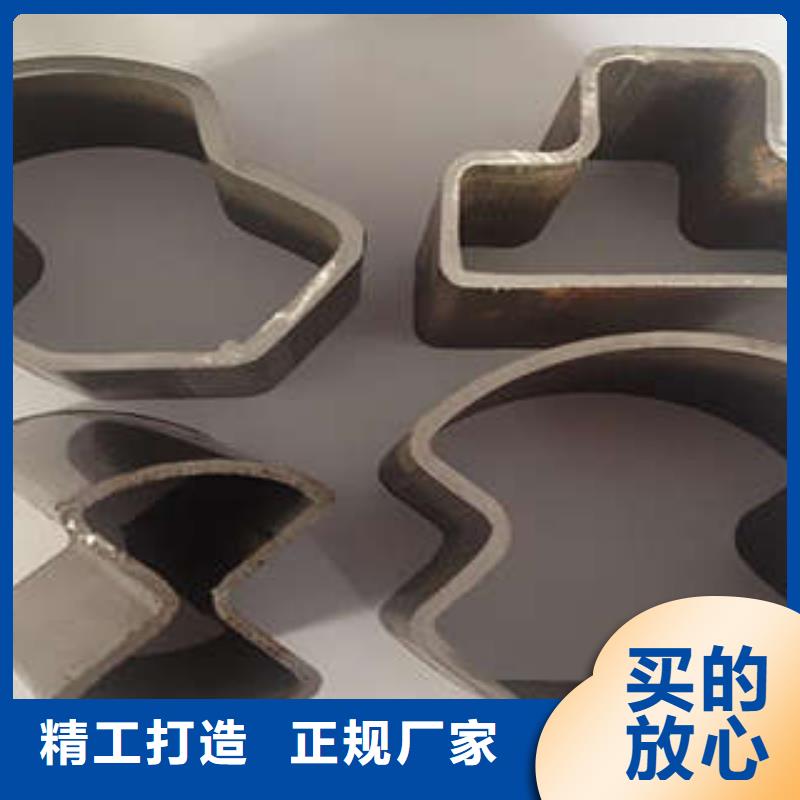
异型管机械扩径的五个阶段:扩径是一种利用液压或机械方式从异型管内壁加力使管材沿着径向向外扩胀成型的压力加工工艺。机械方式比液压方式,设备简单且效率更高。机械扩径利用扩径机端部的分瓣的扇形块沿径向扩张,使异型管坯沿长度方向以步进方式,分段实现全管长塑性变形的过程。异型管机械扩径的过程分为以下五个阶段:初步整圆阶段扇形块打开直到所有扇形块都接触到异型管内壁,此时步长范围内管材内圆管中各点半径大小都几乎一致,钢管得到初步整圆。名义内径阶段扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的成品管内圆周位置。复补偿阶段扇形块在2阶段的位置开始进一步将低速度,直到抵达要求位置,这个位置是工艺设计要求的复前管材内圆周位置。保压稳定阶段扇形块在复前异型管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压稳定阶段。卸荷回归阶段扇形块从复前异型管内圆周位置开始迅速回缩,直到抵达初始扩径的位置,这是扩径工艺要求的扇形块小收缩直径。六点环境因素对不锈钢异型管的腐蚀: 酸性水 酸性水指的从矿石和煤浸析出的被污染的自然水。酸性水的酸性比普通的水质要强很多,这类水中含有的硫酸铁对于不锈钢的侵蚀影响是非常大的。
四川甘孜恒盛信达钢铁贸易有限公司是 镀锌管行业中的前排企业,品种主要有: 镀锌管。“重质量,讲信誉,奉顾客为上帝”是我们的企业宗旨;“贴心服务,创造高质量的办公环境”是我们的永恒追求!本公司始终坚持以人为本,科技创新的主导思想,不断引进技术人才和管理人才,以质取胜,以诚取信,依靠精良的技术力量,科学的管理模式,完善的服务体系,欢迎各界朋友莅临参观、指导和业务洽谈。
影响异型管送料精度的因素主要有以下七点:
异型管送料装置的中心线与冲压机械的中心线必须设置在同一直线上。如果不在一条直线上,开卷后的材料被送到模具时,相对于模具就是倾斜的,模具内部的材料导向,送料装置的侧面导向等都会发生很大的抵抗,在很大程度上降低送料的精度。
异型管材料幅度方向的波纹形状一定要小。随着板厚的增加鼓起也会增加,严重时2000mm的长度范围内会有5mm以上的鼓起,这样的材料就不能送料了。
与表面非常光滑的卷材相比,表面粗糙的钢板和送料装置辊轮间的摩擦系数要高,所以异型管送料精度会相应地得到提高。需要注意的事,粗糙面压延钢板是在冷轧延伸时,在材料表面会形成非常细小的凹凸,这些粗糙的面会造成轧制油的残留,也便于拉深加工。
驱动送料辊轮的齿轮类齿隙比较小,驱动送料辊轮的伺服电机可以灵活、适度地加、减速。
轧制油膜对送料精度产生影响,轧制完成后如果放置时间过长,轧制油就会发生干燥固化现象,送料时材料就会与送料辊轮发生滑动,使送料的精度下降。
对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松一些。
一般在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
在室外有风的地方进行异型管焊接时,务请采取挡板的措施,而在室内则应采取适当的换气措施。
控制异型管厚度波动的九点措施:
将乳化液的浓度由2.5%提高到4%左右,增大轧制过程中轧辊与异型管带钢有效接触区的油膜厚度,提高润滑性能,降低摩察系数,从而降低轧制力,改善厚度波动。
通过添加酸性添加剂,使乳化液pH值控制在5-5.5,使轧制油颗粒度趋于增大,降低乳化液稳定性,使ESI由60%-80%降低到40%-60%,从而提高油水分离效果,改善异型管的润滑条件。
降低工作辊辊面粗糙度,将辊面粗糙度由0.8-1.0μm减小到0.4-0.6μm。
压缩轧制道次,减小因加工硬化引起变形抗力增大导致的异型管道次轧制力增大,厚度波动。
将轧机正常生产时乳化液的加热温度由50-55 ℃,提高为55-60 ℃,以加快乳化液油滴分子的运动速度,使油滴分子聚集度增大,改善润滑条件。
启车后直接升速轧制,以改善乳化液润滑条件,增加轧辊与异型管带钢之间轧制油量和油膜厚度,减小摩察系数,降低轧制力,减小厚度波动。
在四川省甘孜市采买性价比高的异型管经销商到恒盛信达钢铁贸易有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:王立祥-18762195566,QQ:601360604,地址:《大邱庄镇陈大公路东300米》。











